Quelles sont les étapes de l'usinage de pièce ?

L'usinage de pièce se déroule en quatre grandes étapes : la modélisation CAO de la pièce, la création du parcours d'outil (FAO), l'usinage proprement dit sur machine-outil à commande numérique (CNC), puis le contrôle qualité et le nettoyage. Chaque étape conditionne la suivante : une erreur de modélisation en amont génère inévitablement une non-conformité en aval, avec les coûts de reprise que cela implique.
L'usinage est l'un des procédés de fabrication les plus répandus dans l'industrie. Son principe est soustractif : on part d'un bloc de matière brute (métal, bois, plastique technique, composite) et on en retire de la matière par copeaux pour obtenir la forme et les dimensions souhaitées. C'est l'opposé de la fabrication additive (impression 3D), qui construit la pièce couche par couche.
Ce procédé couvre un spectre d'applications très large : pièces mécaniques pour l'automobile et l'aéronautique, composants hydrauliques, moules d'injection plastique, prototypes industriels, pièces de remplacement sur mesure. Sa force est sa précision : un usinage CNC bien paramétré atteint des tolérances de l'ordre du centième de millimètre, ce qu'aucun autre procédé industriel grande série n'égale à ce coût.
Pour un donneur d'ordre, comprendre les étapes de l'usinage permet de rédiger un cahier des charges solide, de dialoguer efficacement avec son sous-traitant et de détecter en amont les sources potentielles de non-conformité. Une pièce refusée en contrôle qualité après usinage a coûté du temps de machine, de la matière et des heures de réglage. Anticiper vaut toujours mieux que corriger.
Étape 1 : la modélisation CAO, fondation de tout le processus
Avant de toucher à la moindre matière, la pièce doit exister sous forme numérique. La Conception Assistée par Ordinateur (CAO) permet de modéliser la pièce en 2D ou en 3D avec une précision absolue. Cette étape remplace les plans papier tracés à la main, encore utilisés dans certaines petites structures mais sources d'ambiguïtés importantes lors de la transmission à l'usineur.
Un modèle CAO est bien plus qu'un dessin esthétique. Il encode les dimensions précises de chaque surface, les tolérances admissibles (par exemple : un alésage de 25,00 mm avec une tolérance de ± 0,02 mm), les états de surface requis (exprimés en rugosité Ra), les traitements thermiques ou de surface à appliquer après usinage et les matériaux à utiliser. C'est le cahier des charges technique de la pièce, traduit en langage numérique exploitable par les logiciels FAO de l'usineur.
Les logiciels de CAO les plus utilisés dans l'industrie sont SolidWorks, CATIA, Fusion 360 et FreeCAD pour les solutions open source. Leur format d'échange standard (STEP, IGES, STL) permet de transmettre le modèle à n'importe quel usineur sans perte d'information, quelle que soit la solution qu'il utilise de son côté.
Une validation rigoureuse du modèle CAO par le donneur d'ordre avant transmission est indispensable. Modifier une cote sur un fichier numérique prend quelques secondes. Modifier la même cote sur une pièce déjà usinée peut prendre des heures, ou rendre la pièce irréparable. Cette étape de validation est souvent bâclée sous pression de délai, avec des conséquences coûteuses en aval.

Étape 2 : la FAO et la création du parcours d'outil
Une fois le modèle CAO validé, l'usineur utilise un logiciel de Fabrication Assistée par Ordinateur (FAO) pour créer le programme qui guidera la machine-outil. Cette étape est souvent appelée « programmation » ou « mise en programme ». Elle consiste à définir comment la machine va attaquer la matière pour obtenir la forme finale : par quelles trajectoires, avec quels outils coupants, à quelle vitesse de rotation, à quelle avance et dans quel ordre.
Le choix du procédé d'usinage dépend de la géométrie de la pièce et du matériau. Le fraisage est le procédé le plus polyvalent : il permet de créer des surfaces planes, des poches, des contours complexes et des formes tridimensionnelles. Le tournage est utilisé pour les pièces à symétrie de révolution (axes, bagues, tuyères). L'alésage donne des trous cylindriques de haute précision. Le perçage, la rectification et le filetage complètent la palette disponible.
Pour l'usinage de pièces métalliques, l'usinage CNC (Commande Numérique par Ordinateur) est la norme. Les machines CNC modernes sont capables d'usiner sur 3, 4 ou 5 axes simultanément, ce qui permet d'obtenir des géométries complexes en un seul positionnement de la pièce. L'usinage 5 axes est particulièrement utilisé en aéronautique et en médical, pour des pièces où les tolérances sont inférieures au centième de millimètre et où le moindre repositionnement introduit une source d'erreur.
Le programme FAO généré est ensuite converti en code G (le langage de programmation des machines-outils CNC), puis simulé virtuellement avant d'être envoyé à la machine. Cette simulation permet de détecter les collisions potentielles entre l'outil et le montage, les vitesses d'usinage excessives pour le matériau ou les trajectoires inefficaces qui allongent inutilement le temps de cycle.
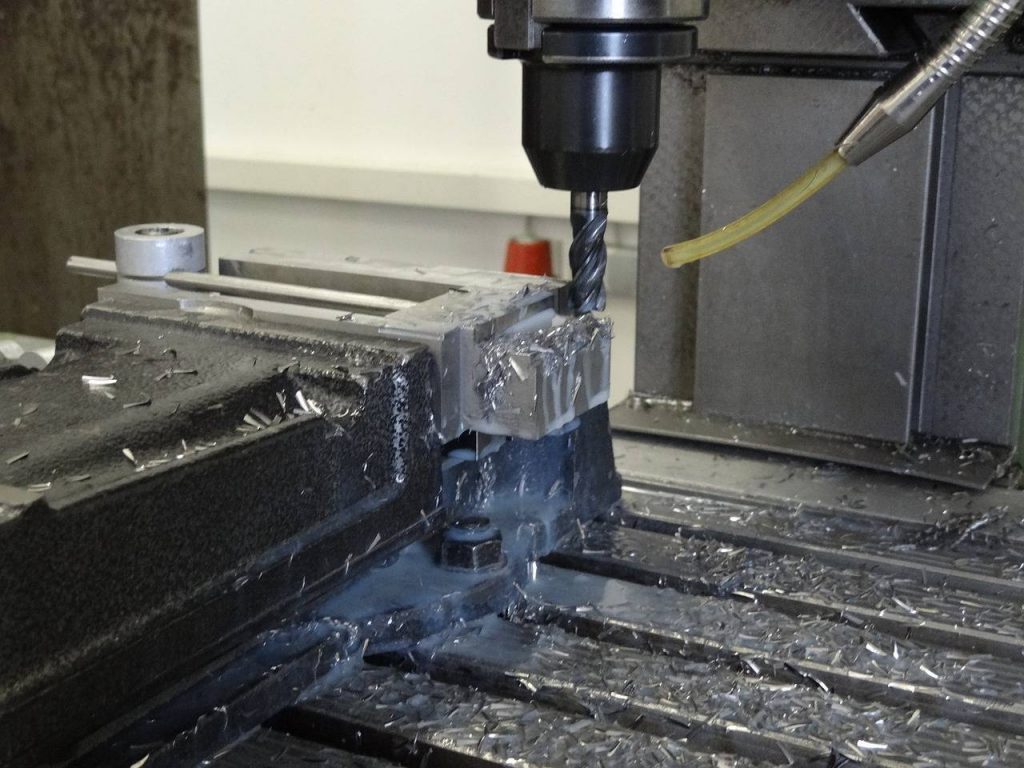
Étape 3 : l'usinage sur machine-outil
L'usinage proprement dit commence par le montage de la pièce en brut sur la machine. Ce montage, appelé « bridage », est une étape critique : la pièce doit être maintenue avec suffisamment de rigidité pour résister aux efforts de coupe, mais sans contrainte mécanique qui déformerait la pièce ou créerait des tensions résiduelles. Un bridage mal conçu est l'une des causes les plus fréquentes de non-conformité géométrique.
Une fois la pièce bridée, l'opérateur lance le programme CNC. La machine exécute les trajectoires d'outil programmées en FAO, en adaptant automatiquement les paramètres de coupe (vitesse, avance, profondeur de passe) aux conditions réelles. Sur les centres d'usinage modernes, des capteurs mesurent en continu les efforts de coupe et ajustent les paramètres pour éviter la casse d'outil ou les vibrations qui dégradent l'état de surface.
Plusieurs opérations se succèdent généralement : l'ébauche d'abord, qui enlève la majeure partie de la matière rapidement avec des outils robustes et de grandes passes, puis la semi-finition et la finition, qui raffinent progressivement les dimensions et l'état de surface avec des outils plus fins et des passes plus légères. Pour les pièces complexes ou à haute valeur ajoutée, plusieurs dizaines d'opérations successives peuvent être nécessaires.
Entre chaque opération ou après chaque changement d'outil, des mesures de contrôle en cours d'usinage sont effectuées avec un palpeur monté sur la machine. Ces contrôles intermédiaires permettent de détecter toute dérive et d'ajuster le programme avant de poursuivre, évitant ainsi d'usiner une pièce non conforme jusqu'au bout.
Étape 4 : le contrôle qualité et la validation finale
L'usinage terminé, la pièce passe par un nettoyage qui retire les copeaux résiduels, les fluides de coupe et les dépôts d'oxydes. Ce nettoyage peut être manuel (à l'air comprimé, au solvant) ou automatisé (machine à laver industrielle, ultrasons). Il conditionne la qualité des mesures qui suivront : une bavure de copeau ou un dépôt de lubrifiant peuvent fausser une mesure dimensionnelle.
Le contrôle qualité est l'étape qui valide officiellement la conformité de la pièce aux spécifications du cahier des charges. Il s'effectue avec différents instruments selon le niveau de précision requis. Un pied à coulisse ou un micromètre suffisent pour des tolérances supérieures au dixième de millimètre. Pour des tolérances plus fines, une machine à mesurer tridimensionnelle (MMT) est nécessaire : elle palpe la surface de la pièce en des centaines de points et reconstruit numériquement sa géométrie pour la comparer au modèle CAO de référence.
La technologie optique (scanner 3D, profilomètre laser) complète ces mesures dimensionnelles en permettant une inspection rapide de l'état de surface et la détection de défauts invisibles à l'oeil nu. Sur les pièces de sécurité (aéronautique, médical, nucléaire), des contrôles non destructifs supplémentaires peuvent être exigés : ressuage pour les fissures de surface, magnétoscopie pour l'acier, ultrasons pour la détection de défauts internes.
Les pièces conformes sont marquées, conditionnées et documentées. Les pièces non conformes sont isolées et font l'objet d'une analyse de cause racine : erreur de programme, usure d'outil, défaut de matière première, problème de bridage. Cette traçabilité est indispensable dans les secteurs réglementés et permet d'améliorer continuellement le processus d'usinage.
Checklist pour un cahier des charges d'usinage complet
Vérifiez que votre demande au sous-traitant contient bien ces éléments avant de l'envoyer.
| Étape | Outil utilisé | Risque principal | Impact d'une erreur |
|---|---|---|---|
| Modélisation CAO | SolidWorks, Fusion 360 | Cote erronée ou tolérance manquante | Pièce inavalable dès l'usinage |
| FAO / parcours d'outil | Mastercam, PowerMill | Collision outil / montage non détectée | Casse d'outil ou pièce hors cote |
| Usinage CNC | Centre d'usinage 3 à 5 axes | Usure d'outil, vibrations | Dérive dimensionnelle progressive |
| Contrôle qualité | MMT, micromètre, scanner 3D | Erreur de mesure ou plan mal interprété | Pièce non conforme livrée |
La qualité d'une pièce usinée dépend autant de la rigueur du cahier des charges que des compétences de l'usineur. Un donneur d'ordre qui transmet un modèle CAO incomplet, sans tolérances ni spécifications de surface, obtient une pièce usinée selon les hypothèses de l'usineur, pas forcément selon ses besoins réels. Investir du temps dans un cahier des charges précis est toujours rentable.
Quelle différence entre l'usinage 3 axes et l'usinage 5 axes ?
Quels matériaux peut-on usiner ?
Comment choisir son sous-traitant en usinage ?
L'usinage de pièce est une chaîne de valeur dont chaque maillon contribue à la qualité du résultat final. Pour un industriel ou un donneur d'ordre, l'enjeu n'est pas seulement de trouver le moins-disant, mais de trouver le partenaire capable de respecter ses spécifications sur la durée, avec la traçabilité et la réactivité qui permettent de corriger rapidement tout écart. Consultez notre rubrique Industrie pour d'autres analyses sur les procédés et les équipements industriels.


