Industrie : quel est le rôle d'une machine à mesurer tridimensionnelle ?

Pour la conception ou la fabrication des objets, l'usage de certains outils de haute précision est indispensable. C'est le cas de la machine à mesurer tridimensionnelle que l'on retrouve dans la plupart des usines modernes. Cet équipement a révolutionné le secteur industriel et a surtout apporté de nombreux bienfaits aux fabricants en ce qui concerne les opérations de métrologie. Découvrez ici son fonctionnement et ses avantages pour les utilisateurs.
Qu'est-ce qu'une machine à mesurer tridimensionnelle ?
Encore appelée MMT, une machine à mesurer tridimensionnelle est un équipement qui permet de vérifier la justesse des mesures des pièces ou composants à fabriquer. Cet instrument contrôle les dimensions des objets à forme géométrique en tenant compte du modèle conçu initialement.
La métrologie tridimensionnelle a été lancée sur le marché dans les années 1950 par Ferranti, une entreprise écossaise. Pour fournir sa qualité de précision, qui lui est reconnue, la machine est équipée de dispositif qui facilite la détection de points de mesure. De plus, cet équipement possède un écran d'affichage numérique.
Comme il est précisé sur Batyfrance.fr, cet instrument de mesure 3D se présente sous différentes formes, à savoir :
- la machine à mesurer tridimensionnelle à pont,
- la machine à mesurer tridimensionnelle à portique,
- la machine à mesurer tridimensionnelle en porte-à-faux,
- la MMT à bras horizontal.
À cette liste s'ajoutent la MMT à bras de mesure portable et la MMT optique. Cette dernière présente une technologie très avancée comparativement aux autres.
Quels sont ses composants et comment fonctionne-t-elle ?
Le succès de la machine à mesurer tridimensionnelle dans les usines ou les ateliers de fabrication repose sur ses constituants et son fonctionnement.
Les composants d'une MMT
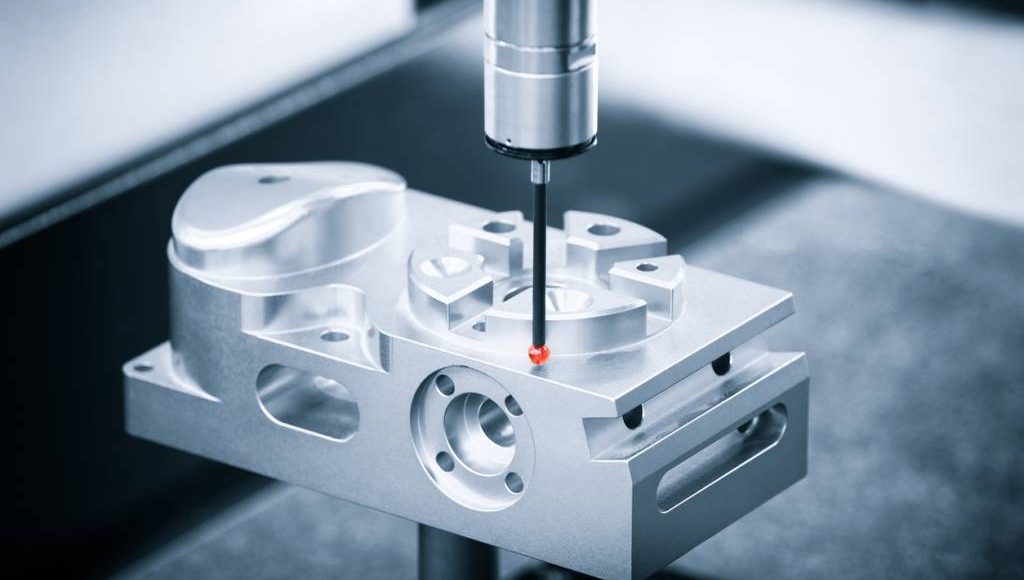
La MMT est constituée d'un support sur lequel les objets sont placés pour être mesurés. Il s'agit d'une table dont la forme peut varier en fonction du modèle. Ensuite, il y a le guidage d'axes qui est composé de trois liaisons X, Y et Z. Elles s'utilisent avec des règles graduées (électriques ou optiques) pour donner des précisions sur leur position.
En plus de ces éléments, la machine à mesurer tridimensionnelle se compose d'une commande numérique pour piloter le dispositif. Elle contrôle notamment le traitement des signaux, l'entraînement des axes… Il y a aussi le système de palpage qui facilite l'identification. Il peut être tactile ou optique.
Son fonctionnement
La machine à mesurer tridimensionnelle n'a pas la possibilité de fournir par elle-même les coordonnées exactes des objets. Elle est accompagnée par un ordinateur doté d'un logiciel qui permet d'interpréter les coordonnées. Certains modèles sont équipés d'une imprimante de numérisation 3D. Une fois que le solide déposé sur le support est palpé, le flux d'informations est automatiquement transmis sur l'ordinateur qui fait le décryptage et le calcul.
Les coordonnées sont fournies sur la base d'un référentiel qui prend en compte la hauteur, la largeur, la forme et la profondeur de la cible à visualiser. Le référentiel est intégré aux capteurs qui font le palpage des points virtuels de la pièce. Les mesures obtenues sont comparées aux données initiales afin d'établir leur conformité ou non.
L'utilisation de cette machine requiert une formation assidue. Une mauvaise manipulation peut biaiser le flux de données qui sera transmis au logiciel d'interprétation. Le tolérancement ne sera pas conforme. Cela compromettra le processus de fabrication ou de contrôle de la pièce ou de l'objet ciblé.
Quelles sont les applications de ces machines dans les différents secteurs industriels ?
Pour raison de conformité et de qualité, l'outil de vérification tridimensionnel est devenu indispensable dans de nombreux secteurs. L'industrie est le premier domaine où il est le plus utilisé pour la fabrication des produits. Il établit les données réelles des prototypes à lancer sur le marché.
Le secteur de la mécanique a aussi recours à la métrologie tridimensionnelle pour la production de différents types de pièces. La fabrication des carrosseries de voiture, par exemple, exige l'usage de cette technologie. Elle permet d'avoir des normes bien élaborées.
Il en est de même dans le secteur de l'aéronautique. La complexité de certaines pièces constitue un obstacle pour la réalisation de nombreux projets. Avec l'introduction de cette technologie, la création et l'assemblage des matériaux sont devenus très aisés. De plus, cet outil facilite le scannage des zones sensibles des avions.

Quels avantages la mesure 3D offre-t-elle à ses utilisateurs ?
La mesure 3D est une aide à la fabrication pour les industries. Elle permet de réduire considérablement le temps de production des pièces. Grâce à la précision de ses capteurs, cet équipement de haute technologie fournit des coordonnées exactes sur les cibles mises en examen. C'est un atout précieux pour les entreprises qui font une production à grande échelle.
Les MMT participent donc à la productivité des industries. Elles réduisent l'intervention humaine sur les tâches complexes de la chaîne de production. Les derniers modèles de machine à mesurer tridimensionnelle ont la capacité de capter plusieurs points virtuels à la fois. Cette performance est difficile, voire impossible à réaliser par l'intelligence humaine. Avec la technologie intégrée, il est plus simple de piloter la mesure des objets sans faire des erreurs.
L'analyse des prototypes devient rapide et très minutieuse. L'apport humain est très faible. Les résultats obtenus sont objectifs et fiables. La gestion automatisée de la phase des études est un avantage important pour la réussite des projets complexes.
Pourquoi investir dans cette technologie pour vos mesures ?
Investir dans l'acquisition d'une machine à mesurer tridimensionnelle permet aux usines de fabriquer des produits avec des caractéristiques conformes et identiques. C'est un grand défi pour les fabricants qui souhaitent obtenir des certifications. La machine 3D fait preuve de rapidité dans la vérification et le traitement des mesures. Elle répond parfaitement au souci d'efficacité.
L'automatisation des mesures de vos pièces ou prototypes réduit aussi les charges de production. L'entreprise n'est plus obligée de recourir à des compétences extérieures chaque fois qu'elle souhaite réaliser des contrôles de qualité. Elle économise sur le long terme et peut réorienter ses fonds sur d'autres fronts.
L'acquisition d'une imprimante 3D garantit également la protection des données sensibles. Les différents essais se font au sein des usines et les résultats ne sont plus connus des personnes étrangères à l'entreprise. Cette dernière peut donc vaincre la concurrence et contrôler son secteur avec ses innovations.


